
Laissez-nous votre avis
Sélectionnez votre pays pour accéder au formulaire dans votre langue









Laissez-nous votre avis
Sélectionnez votre pays pour accéder au formulaire dans votre langue


Pronic est présent dans le monde entier, en direct (France, Allemagne, Portugal, Amérique du Nord, Chine, etc.) ou au travers d’un réseau de partenaires compétents locaux.
Nous sommes toujours disponibles pour réaliser des mises en service / formations sur votre site de production mais aussi pour vous accompagner dans la conduite de votre projet et ensuite dans l’optimisation de votre production. N’hésitez-pas à nous contacter
Non, PRONIC utilise des tarauds par déformation standards (normés).
Pas de souci non plus pour les tarauds par déformation hors standard, il nous faut simplement une fiche technique du taraud.
Non, vous êtes libre d’utiliser les marques de votre choix, à condition que les consignes des dimensions soient respectées. La garantie de l’appareil à tarauder n’est pas impactée par le choix de la marque.
Nous travaillons depuis de très nombreuses années avec le fabricant allemand BASS dont la qualité et technicité sont mondialement reconnues ; nos appareils sont livrés avec des tarauds BASS (standard DIN, sauf si spécifiques).
Oui, il est tout à fait possible de tarauder différents diamètres avec une seule unité.
Oui. Dans certains cas, il suffit de positionner le taraud à une altitude légèrement différente, que PRONIC vous recommendera.
Il arrive toutefois que le jeu de pignons de la boîte de vitesse soit à adapter
Oui, avec le système de pilotage du taraud par cartouche à patronne PRONIC, il suffit de choisir la cartouche adaptée à la dimension du taraud que vous souhaitez utiliser. Les pignons de boîte de vitesse nécessiteront peut-être une adaptation pour un résultat optimum.
En général, une minute suffit pour remplacer un taraud.
. Sortir la tête à tarauder de l'outil.
. Utiliser la clé démonte taraud pour retirer et changer le taraud.
. Remonter la tête dans l'ouil.
. C'est tout.
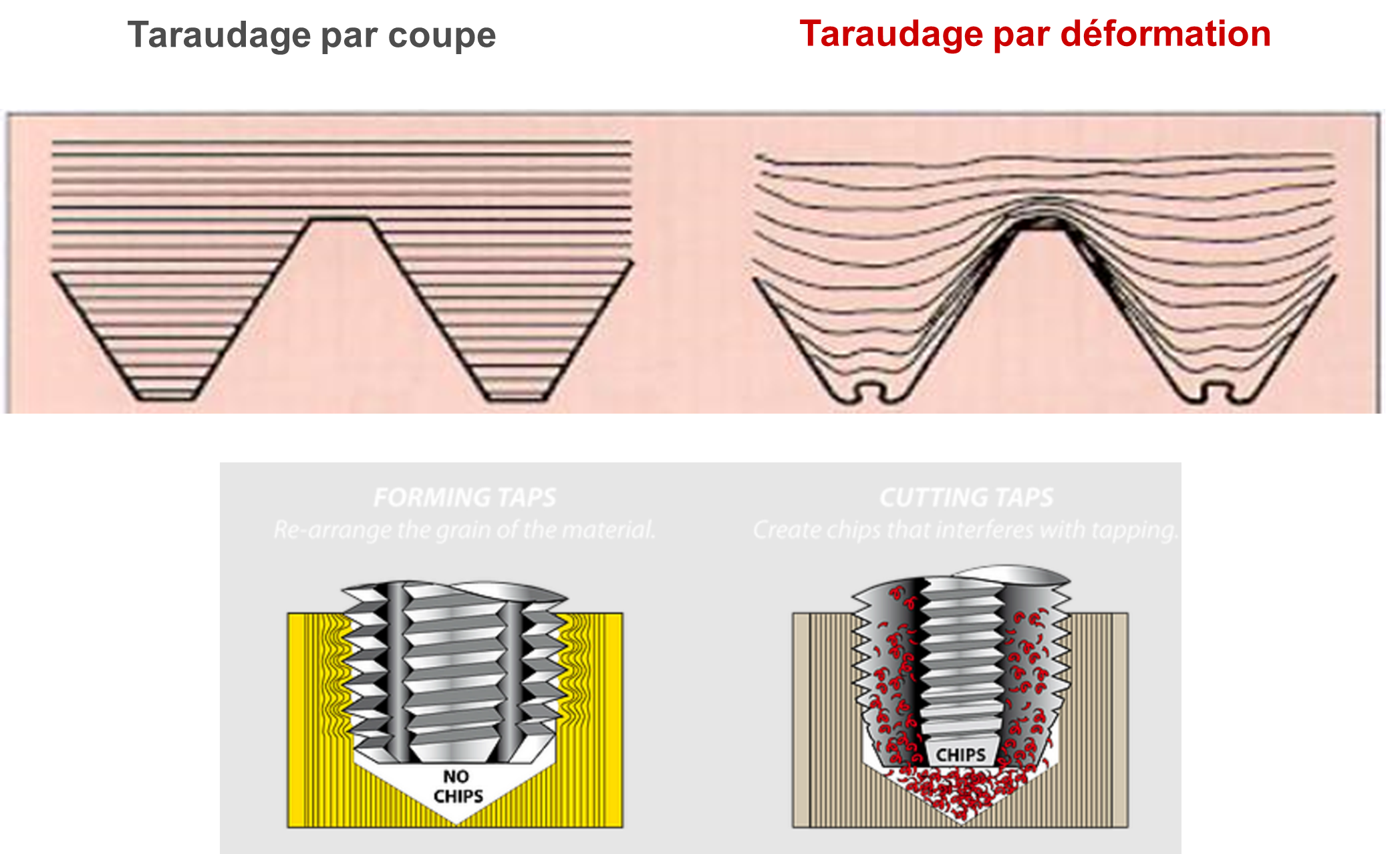
Le taraudage sous-presse nécessite l’utilisation de tarauds par déformation, car ainsi il n’y a pas de production de copeaux lors de l’opération de montée du filet. Cela évite d’avoir à s’occuper de la gestion des déchets et surtout la dispersion de copeaux dans l’outil qui pourrait engendrer des casses ainsi que générer des pièces non conformes.
De plus, un filet créé par déformation de la matière est plus robuste qu’un filet usiné, car la structure cristalline du métal n’est pas coupée. Le filet est donc plus dur et donne une meilleure résistance à la traction et un meilleur Ra.
Le pilotage des tarauds avec un système de cartouches ou vis/écrous permet un mouvement précis et régulier du taraud. De plus, l’utilisation d’une cartouche permet de contrôler la position du taraud à tout moment du cycle de taraudage, d’éviter les défauts de taraudage à l’entrée du collet, et les taraudages incomplets.
Le bon choix du diamètre de l’avant-trou est primordial pour la résistance du filet mais aussi pour la durée de vie du taraud. Voici nos recommandations
Les cartouches PRONIC supportent un désalignement de l‘avant-trou de +/- 0,25 mm maximum en sens horizontal afin de compenser un petit jeu nécessaire du guidage de bande.

L’opération de taraudage par déformation génère des contraintes très importantes au niveau du contact pièce/taraud. Les pressions en jeu lors de la formation du filet sont nettement supérieures à la plupart des opérations de pliage ou de découpage.
Il est donc indispensable d’utiliser une huile de déformation contenant des additifs EP (Extrême Pression) pour lubrifier le taraud. De plus, une huile de base de viscosité cinématique moyenne apporte de bons résultats en termes de tribologie. En outre, une huile plus visqueuse sera moins facilement centrifugée lors de la rotation du taraud.
PRONIC recommande donc l’utilisation d’huiles EP de viscosité cinématique de 50 à 200 mm²/s pour le taraudage des aciers et aciers HLE.
PRONIC recommande également l’utilisation d’huiles spécifiques pour les alliages cuivreux et d’aluminium (exemptés de soufre).
La durée de vie d’un appareil à tarauder n’est pas limitée, à condition que les consignes de maintenance et d’utilisation soient respectées. Grâce à la conception modulaire, toutes les pièces d’usure peuvent être remplacées facilement par le client. En outre, PRONIC vous propose également une prestation de révision/maintenance pour votre appareil à tarauder.
Oui. Il est possible de tarauder dans toutes les directions. Ainsi, le taraudage des trous différemment orientés dans la même pièce et même dans un seul poste de l’outil est possible.
Selon la matière taraudée, PRONIC donne des recommandations concernant des vitesses de déformation maximales pour obtenir une qualité optimale tout en respectant la cinématique, ces valeurs étant systématiquement indiquées dans notre offre. Ces préconisations sont celles de notre partenaire BASS.
Selon les contraintes de votre application, les entraxes des tarauds peuvent être adaptés pour créer une solution sur mesure.
N’hésitez-pas à nous contacter pour plus de détails.
Oui, les têtes d’insertion et le chariot de distribution sont réutilisables à condition :
-D’utiliser le même insert
-Que les conditions de l’implantation ainsi que les paramètres de l’outil et de la presse soient identiques.
Le contrôleur permet d’enregistrer plusieurs programmes d’application.
Grâce à un kit de montage rapide qui est fourni avec la tête et qui est durable, une fois monté dans l’outil, le montage / démontage d’une tête d’insertion ne prend que quelques minutes.
Selon le type d’insert et d’application, les insertions de haut en bas, de bas en haut et même inclinées sont possibles. N’hésitez-pas à nous contacter pour trouver la solution sur mesure pour votre application.
Non. Chaque système étant développé autour des caractéristiques de cet insert et de l’application, il n’est pas lié à la marque de l’insert mais à ses spécificités.
Non, le client doit s’approvisionner lui-même auprès de son fournisseur. Cependant, le cas échéant, des relations avec des fournisseurs potentiels peuvent-être établies et pilotées dans un premier temps par PRONIC.