
Please give us your feedback
Select your country to access the page in your language









Please give us your feedback
Select your country to access the page in your language


Pronic’s presence is worldwide, whether for direct selling (France, Germany, Portugal, North America, China, etc…) or through a skilled local partner network.
We are always available for commissioning and training on your production site, but also to assist you in your project management and then, with the optimization of your production. Do not hesitate to contact us
No, PRONIC uses standard forming taps. Using nonstandard forming taps is not an issue if there is a technical specification sheet coming with it.
No, you are free to use any brand you want, provided that the specifications are respected. The guarantee of the in-die tapping unit is not impacted by the choice of the brand.
We have been working with the German manufacturer BASS whose quality and skill are acknowledged worldwide; our units are shipped with BASS taps (DIN standard, unless specific).
Yes, it is quite possible to tap different diameters with a single unit.
Yes. In certain cases, it is sufficient to position the tap at a slightly different height which will be recommended to you by PRONIC.
Sometimes, however, the set of gears may need to be adapted.
Yes, with the tap piloting system of PRONIC cartridge technology, it suffices to choose the cartridge adapted to the tap dimension you wish to use. The set of gears may have to be adapted for an optimal result.
In general, one minute is sufficient to replace a tap.
. Take out the tapping head from the tool.
. Use the tap dismantle wrench (key) to remove and change the tap.
. Remount the head in the tool.
. That’s it.
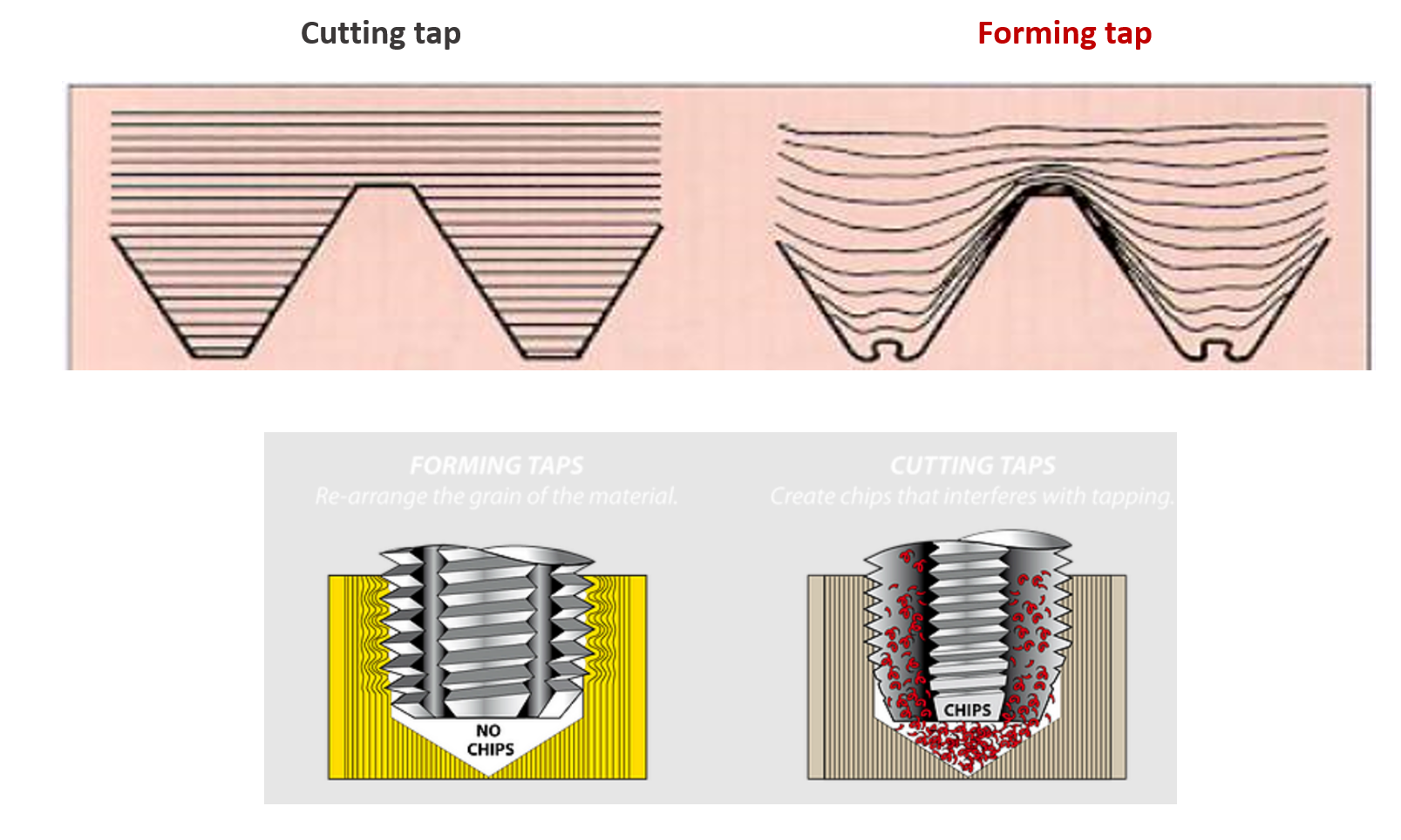
In-die tapping requires the use of forming taps so that chips do not come in the way during the thread forming. It prevents the need to deal with chips management and most importantly the scattering chips, which could cause damages as well as produce non-compliant parts.
In addition, a thread created by deformation of the material is stronger than a machined thread, because the crystal structure of the metal is not cut. The thread is therefore harder and gives a better tensile strength and a better Ra.
Tap piloting with a cartridge system or a nut/screw system allows tap movements to be precise and steady. Moreover, the use of a cartridge enables the control of the tap’s position at any moment during the tapping cycle and prevents tapping defects at the collar’s entrance as well as incomplete tapping.
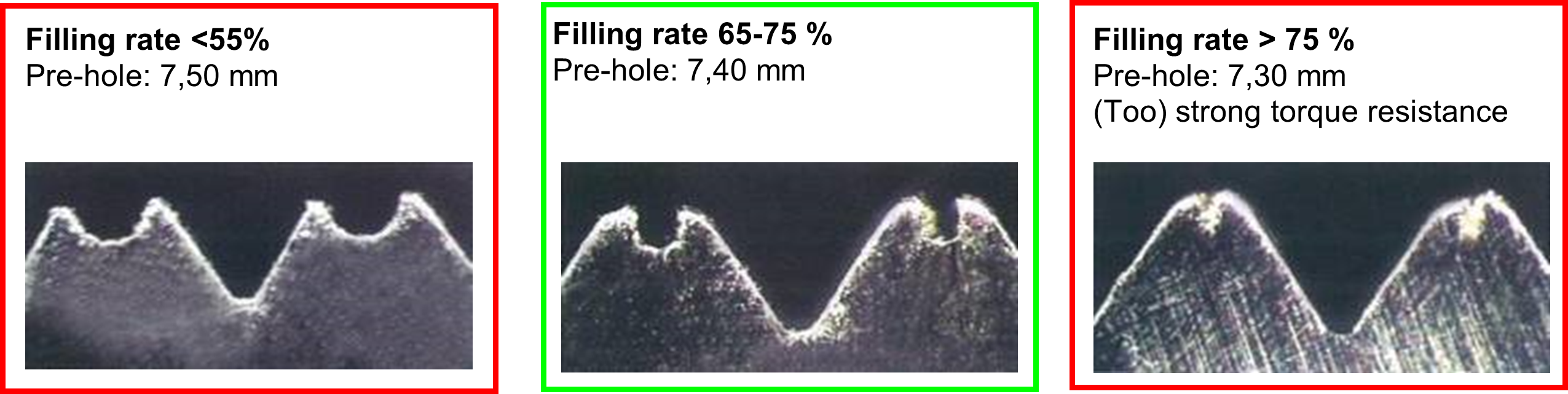
Choosing the best pre-hole diameter is essential for the strength of the thread and for the durability of the tap. Here are our recommendations
PRONIC cartridges can accept a maximum of +/- 0.25 mm of misalignment with the pre-hole, in the horizontal direction, to compensate for the small amount of play required by the strip-guiding device.
The roll forming operation generates very high stresses at the part/tap contact. The pressures involved in forming the thread are much higher than in most bending or cutting operations.
It is therefore essential to use a forming oil containing EP (Extreme Pressure) additives to lubricate the tap. In addition, a base oil with a medium kinematic viscosity provides good tribological results. Furthermore, a more viscous oil will be less easily centrifuged during the rotation of the tap.
PRONIC therefore recommends the use of EP oils with a kinematic viscosity of 50 to 200 mm²/s for tapping standard and high tensile steels.
PRONIC also recommends the use of special oils for copper and aluminum alloys (sulfur-free).
There is no limit to the lifespan of a tapping unit, provided that the maintenance and operating instructions are followed. Thanks to the modular design, all wearing parts can be easily replaced by the customer. In addition, PRONIC also offers an overhaul/maintenance service for your tapping unit.
Yes, it is possible to tap in all directions. Thus, tapping of differently oriented holes in the same workpiece and even in one tool step is possible.
Depending on the material to be tapped, PRONIC gives recommendations for maximum deformation speeds to obtain optimal quality while respecting the kinematics, these values being systematically indicated in our offer. These recommendations are those of our partner BASS.
Depending on the requirements of your application, the tap centers can be adapted to create a custom solution: there is almost no limit!
Do not hesitate to contact us for more details.
Yes, the inserting heads and the feeding trolley can be reused provided that:
- The same insert is used
- The installation conditions as well as the tool and press parameters are identical.
The controller can store several application programs.
Thanks to a quick mounting kit that is supplied with the head and is durable, once mounted in the tool, mounting / dismounting an insertion head takes only a few minutes
Depending on the type of insert and application, top-down, bottom-up and even tilted insertions are possible. Please contact us to find the right solution for your application.
No. As each insertion system is developed around the characteristics of the insert and the application, it is not linked to the insert brand but to its specificities.
No, the customer has to source his own inserts from his supplier. However, if necessary, relationships with potential suppliers can be established and piloted initially by PRONIC.
